In modern chemical, pharmaceutical and food industries, reactor plays a vital role as the core equipment of chemical reaction. It not only provides a stable reaction environment, but also effectively improves production efficiency. This article will explore the many advantages of reactors and recommend three high-quality products to help you choose the right equipment and improve production capacity.
Advantages of reactors
Efficient reaction: Reactors are designed to carry out chemical reactions at specific temperatures and pressures. By optimizing the stirring, heating and cooling systems, reactors can significantly shorten the reaction time and improve the reaction efficiency.
Versatility: Reactors can be used for a variety of chemical reactions, including polymerization, esterification, hydrogenation, etc., and are suitable for different fields such as chemical, pharmaceutical and food to meet diverse production needs.
Safety: Modern reactors are equipped with a variety of safety devices, such as pressure safety valves, temperature monitoring and automatic alarm systems to ensure safety during operation and reduce potential risks.
Flexibility: The capacity and design of the reactor can be adjusted according to production needs to meet different needs from laboratory scale to large-scale production.
Product Recommendation
To help you choose a reactor better, we recommend the following three high-performance equipment:
Laboratory Reactor A: Designed for small-scale experiments, with high-precision temperature control and stirring systems, it is very suitable for R&D and trial production. For more information, please click here.


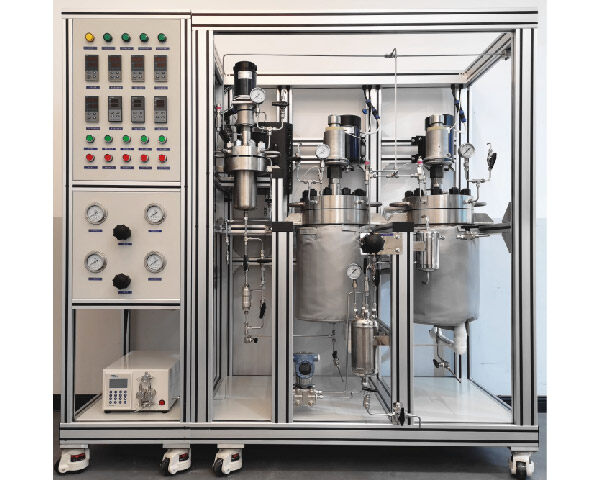
Medium Reactor B: Suitable for medium-scale production, with excellent corrosion resistance and high temperature resistance, widely used in the chemical and pharmaceutical industries. For details, please click here.


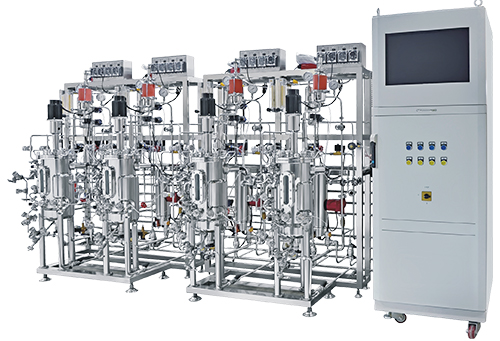
Large Industrial Reactor C: Designed for large-scale production, equipped with advanced automatic control systems to improve production efficiency. For more information, please click here.

Customer Feedback
After using the reactor, many customers said that the performance and stability of the equipment exceeded their expectations. After switching to the new reactor, customer A found that its production efficiency increased by 20% while reducing production costs. Customer B praised the safety performance of the reactor, which made them feel more at ease during the production process.
Conclusion
As an important equipment for chemical reactions, the reactor is playing an irreplaceable role in various industries with its high efficiency, safety and flexibility. Choosing a suitable reactor can help companies improve production efficiency and reduce operating costs. If you have any questions or need more product information, please feel free to contact us!

Email : Jack@ollital.com
Skype : skype
Tel : +86 15960821529
Whatsapp : +8615960821529
Add : No. 39, Xinchang Road, Haicang Dist., Xiamen, Fujian, China (Mainland)