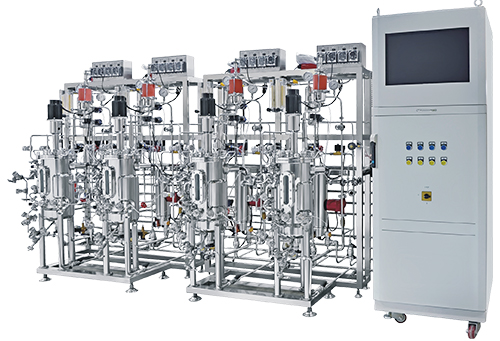
In many industries such as chemistry, pharmaceuticals, and materials science, reactors are the core equipment for conducting experiments and production reactions. As one of the infrastructures of modern laboratories and industrialized production, parallel reactors are widely used in various scientific research and production fields due to their flexibility, efficiency, and safety. Today, we recommend you a new high-performance parallel reactor, which performs well under diverse reaction conditions, helping researchers and engineers to achieve efficient and precise experimental reactions.
Product features of parallel reactors:
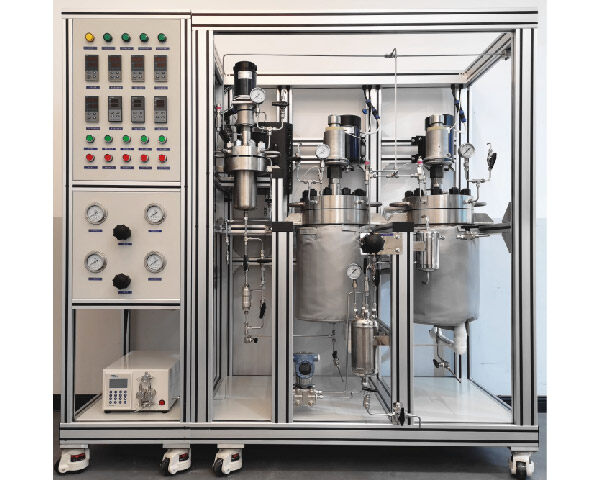
High-quality materials: This parallel reactor is made of 316L stainless steel, which has excellent corrosion resistance and high strength, ensuring the long-term stability and durability of the equipment under harsh reaction conditions. According to customer needs, other materials suitable for reaction media can also be customized to provide more flexible options. View product materials and customization options
High-efficiency heating system: The internal fixed module electric heater ensures that the heating process is uniform and stable, and the heater is durable and easy to maintain. The external heating component is made of stainless steel, which is durable and has good waterproof performance, ensuring long-term efficient operation. Learn more about the heating system
Magnetic stirring device: The stirring adopts magnetic stirring method, without mechanical contact, avoiding the friction and contamination problems that may be caused by traditional stirring devices, ensuring the purity of the reaction and the stability of the stirring process. View the advantages of magnetic stirring device
Precise temperature control system: This parallel reactor adopts PID artificial intelligence temperature control technology, with self-tuning (AT) function, which can automatically adjust the temperature according to the reaction requirements. At the same time, the temperature control system supports timing function, which can be reversed to ensure the precise control of the reaction and improve the reliability of experimental data. Learn more about the temperature control system
High-precision temperature measurement: Equipped with K-type high-precision temperature sensor, it can monitor the reaction temperature in the reactor in real time and ensure accuracy, providing accurate data support for your experiment. Click to view temperature measurement technology
Convenient disassembly design: The reactor body and the heater can be completely separated, which greatly facilitates the disassembly and cleaning of the reactor, improves work efficiency and reduces the complexity of operation. Learn about the convenience of disassembly and cleaning
Separate inlet and outlet and stirring control: Each reactor body can perform separate air intake, discharge and stirring control, realize parallel processing of multiple groups of reactions, greatly improve experimental efficiency, and meet the needs of various reaction conditions. View independent inlet and outlet control system
Powerful brushless motor: The brushless motor provides powerful stirring power, stable speed, low noise, and can work stably at high speed to ensure the uniformity and efficiency of the reaction process. Learn about brushless motor technology
Gas control system: Equipped with an inlet needle valve and an exhaust needle valve, which are used for gas intake and exhaust respectively, to facilitate the vacuum treatment and gas replacement of the system, and ensure the precise control and safety of the reaction process. View gas control system
Stainless steel pressure gauge: The reactor is equipped with a stainless steel pressure gauge, which can monitor the pressure inside the reaction in real time to ensure that the pressure changes during the reaction process are effectively monitored and ensure safe operation. View pressure monitoring system
Application areas:
Chemical research: used for catalytic reactions, synthesis experiments and other reaction processes, suitable for laboratory-scale reaction requirements.
Pharmaceutical industry: used for drug synthesis, pharmacological reactions, etc., to ensure the stability and precise control of the reaction environment.
Material science: used in the synthesis and modification of new materials, supporting the efficient treatment of diversified reaction conditions.
Environmental protection industry: widely used in environmental protection fields such as wastewater treatment and pollutant decomposition.
Summary: This efficient parallel reactor not only provides high temperature, high pressure, and high precision reaction conditions, but also has an efficient control system and convenient operation design. It is an ideal reaction equipment in laboratories and industrial production. Whether it is a small batch test or a large-scale reaction, it can provide reliable performance and excellent reaction results. Click the link now to learn more product details and purchase information, improve your reaction efficiency, and help scientific research and production!



Email : Jack@ollital.com
Skype : skype
Tel : +86 15960821529
Whatsapp : +8615960821529
Add : No. 39, Xinchang Road, Haicang Dist., Xiamen, Fujian, China (Mainland)