[Overview]
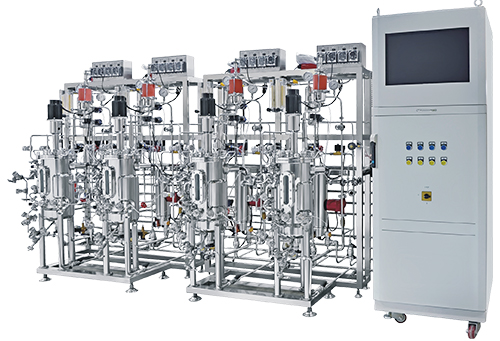
As an efficient and multifunctional chemical equipment, stainless steel reactor has become an important tool in modern industrial production. It is not only suitable for the chemical industry, but also widely used in pharmaceutical, food processing and environmental protection. With its excellent corrosion resistance, strength and service life, stainless steel reactor provides a safe and stable operating environment for various complex chemical reactions.
[Unique design of stainless steel reactor]
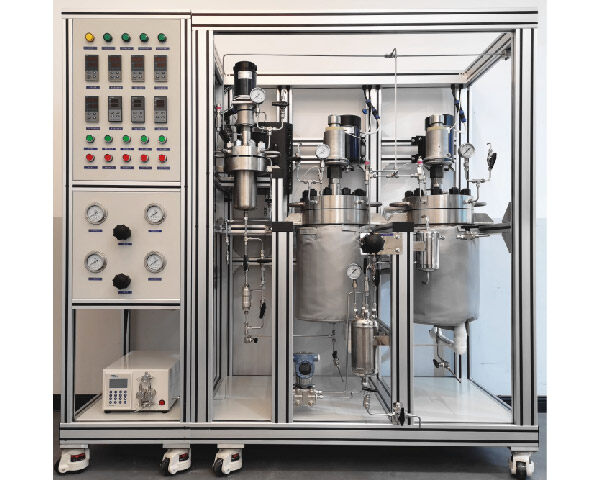
The design of stainless steel reactor fully considers the various needs in industrial production. Its body is made of 304 or 316L stainless steel with excellent corrosion resistance, which can withstand high temperature, high pressure and erosion of various chemical media. The stirring system achieves uniform mixing of materials with different viscosities and physical properties by selecting different types of agitators (such as paddle type, anchor type, spiral ribbon type, etc.). In addition, the reactor is equipped with a heating or cooling device, which ensures that the reaction is carried out within a suitable temperature range by means of electric heating, steam heating or thermal oil heating.
[Wide application fields]
Stainless steel reactors have been widely used in many fields. In the chemical industry, it is often used in various complex reaction processes such as polymerization, condensation, and nitration to achieve the synthesis and purification of raw materials. In the pharmaceutical industry, reactors are important equipment for drug synthesis and intermediate reactions to ensure the quality and purity of products. In the field of food processing, reactors are used in processes such as high-temperature sterilization, brewing and fermentation to ensure the safety and flavor of food.
In addition, with the improvement of environmental protection requirements, stainless steel reactors have also played an important role in environmental protection projects such as wastewater treatment and pollutant decomposition. Its corrosion resistance and efficient heat transfer performance enable it to maintain long-term stable operation when dealing with corrosive media and high-concentration pollutants, thereby reducing maintenance costs and downtime risks.
[Technology Development and Future Prospects]
With the acceleration of industrial automation, stainless steel reactors are also constantly upgrading. Modern reactors are increasingly using intelligent control systems, so that parameters such as temperature, pressure, and stirring speed can be accurately controlled to achieve a fully automated production process. This not only improves production efficiency, but also further ensures the safety of operation and product quality.
Looking to the future, stainless steel reactors will be used in a wider range of fields. With the introduction of new materials and new processes, its performance in high temperature, high pressure and highly corrosive environments will be further improved. In addition, with the development of environmental protection and energy-saving technologies, the design of reactors will also move towards a more energy-saving and efficient direction, helping various industries to achieve sustainable development.
[Conclusion]
Stainless steel reactors have become one of the indispensable equipment in modern industry due to their excellent performance and wide application. With the advancement of technology and changes in market demand, it will continue to adapt to new challenges and show its unique value in more industries. Stainless steel reactors are not only key equipment in current production, but also an important driving force for future industrial development.




Email : Jack@ollital.com
Skype : skype
Tel : +86 15960821529
Whatsapp : +8615960821529
Add : No. 39, Xinchang Road, Haicang Dist., Xiamen, Fujian, China (Mainland)