In a world increasingly driven by clean-label products, herbal wellness, and plant-based innovation, the demand for efficient, high-yield extraction technologies has never been higher. Among the most promising advancements, ultrasonic extraction equipment stands out as a powerful, scalable, and eco-conscious solution.
At OLLITAL, we specialize in designing and manufacturing ultrasonic extractors that empower industries—from nutraceuticals and cosmetics to pharmaceuticals and food processing—to achieve maximum extraction yields with minimal thermal damage. Our systems are trusted globally by laboratories, production facilities, and research institutions for extracting valuable compounds from a wide variety of botanicals, algae, fungi, and more.
What Is Ultrasonic Extraction?
Ultrasonic extraction is a non-thermal, solvent-assisted method that uses high-frequency sound waves to rupture plant cell walls. This process, known as acoustic cavitation, creates microscopic bubbles that implode violently, disrupting biological membranes and releasing intracellular compounds into the surrounding solvent.
Compared to traditional methods like Soxhlet or reflux extraction, ultrasonic systems offer:
l Shorter extraction times
l Lower energy consumption
l Higher yields of bioactive compounds
l Compatibility with both aqueous and organic solvents
l Preservation of heat-sensitive phytochemicals
Whether you're extracting cannabinoids from hemp, polyphenols from green tea, or essential oils from lavender, ultrasonic extraction delivers cleaner, faster, and more consistent results.
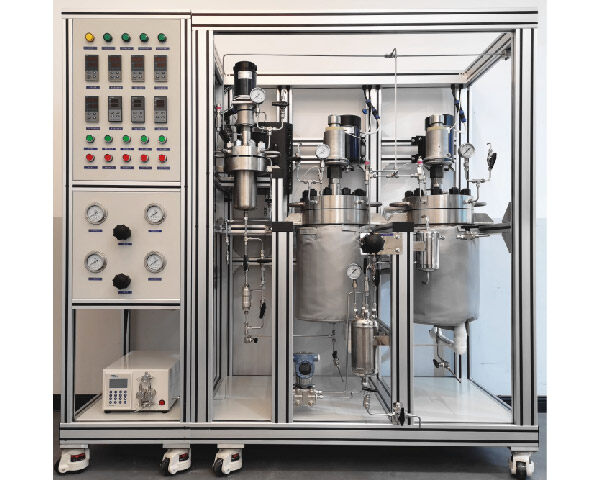
Explore Our Lab-Scale Ultrasonic Extractor
Ideal for R&D, formulation trials, and small-batch testing in universities or pilot plants.
Key Applications Across Industries
Ultrasonic extraction is versatile and widely adopted in sectors that prioritize purity, efficiency, and sustainability:
l Nutraceuticals & Dietary Supplements
Extraction of curcumin, resveratrol, flavonoids, and polysaccharides
l Herbal & Traditional Medicine
Recovery of alkaloids, terpenes, glycosides from roots, barks, and leaves
l Cosmetics & Personal Care
Gentle extraction of bioactives like hyaluronic acid, aloe vera, and collagen peptides
l Food & Beverages
Flavor extraction from vanilla, ginger, citrus peels
l Cannabis & Hemp
High-purity CBD and THC extraction without residual solvents
l Pharmaceutical Research
Efficient isolation of lead compounds from natural sources for drug discovery
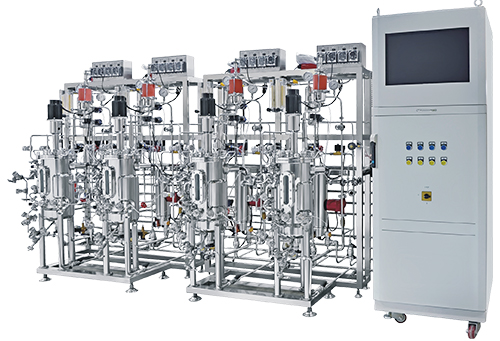
View Our Industrial Ultrasonic Extraction System
Engineered for continuous processing and high-throughput operations in commercial production settings.
Our ultrasonic extractors are designed to deliver precision, durability, and performance, regardless of scale.
l Powerful ultrasonic transducers: High energy density for effective cavitation
l Adjustable frequency and amplitude: Tailored control over process parameters
l Digital touchscreen interface: Real-time monitoring and recipe programming
l Temperature and time control: Prevents degradation of sensitive compounds
l Food- and pharma-grade contact parts: Made from 316L stainless steel
l Batch and continuous flow models: For labs, pilot lines, and full-scale factories
l Optional chiller integration: For cold extraction requirements
l CE, ISO, and GMP-compliant systems: Built for global markets and certifications
Our machines are suitable for both solvent-based and solvent-free extraction, and can be used with ethanol, water, glycerin, or custom green solvents depending on application needs.
Modern extraction is about more than yield — it’s about responsibility. Ultrasonic extraction significantly reduces environmental footprint by:
l Lowering solvent consumption
l Minimizing thermal waste and emissions
l Reducing energy use by 40–60% over traditional heating methods
l Enabling reuse of plant material for secondary processing
This aligns with growing global trends for green processing, clean-label formulation, and organic certification.
Hemp Extraction in Colorado (USA)
A client achieved 30% higher CBD yield with 50% shorter extraction time compared to ethanol soaking. Final oil had less than 0.1% solvent residue and preserved full terpene profile.
Ayurvedic Lab in India
Used our OLT-200 unit to extract triterpenoids and glycosides from Terminalia chebula, improving compound integrity by avoiding high heat degradation.
French Cosmetics Startup
Successfully commercialized natural skincare line based on ultrasonically extracted rose polyphenols, praising equipment for scalability and product consistency.
From lab bench to full-scale production, we offer custom solutions:
l Ultrasonic power: 200W to 5000W
l Tank sizes: 2L to 500L and beyond
l Flow-through designs for continuous production
l Automation options with programmable logic controllers (PLCs)
l Integration with chillers, solvent recovery units, and filtration systems
l Full technical support, documentation, and video tutorials included
Discover Our Modular Bench-Top Ultrasonic Extractor
A flexible, upgradeable system perfect for scaling R&D into production.



Email : Jack@ollital.com
Skype : skype
Tel : +86 15960821529
Whatsapp : +8615960821529
Add : No. 39, Xinchang Road, Haicang Dist., Xiamen, Fujian, China (Mainland)