As demand for high-quality, shelf-stable products continues to rise across industries like pharmaceuticals, food processing, biotechnology, and cosmeceuticals, industrial freeze dryers (also known as lyophilizers) have become an essential piece of equipment for efficient, large-scale dehydration with maximum retention of product integrity.
Unlike conventional drying methods, freeze drying preserves structure, bioactivity, flavor, and purity — making it the preferred method for delicate or high-value materials. If you're scaling production or entering GMP-certified manufacturing, an industrial-grade freeze dryer can be the key to your next phase of growth.
Freeze drying (lyophilization) involves freezing the material, reducing pressure to create a vacuum, and then removing moisture through sublimation—where ice turns directly into vapor without becoming liquid.
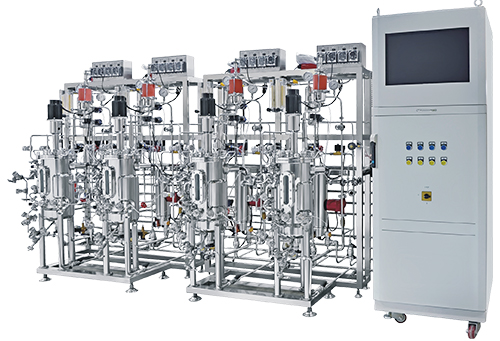
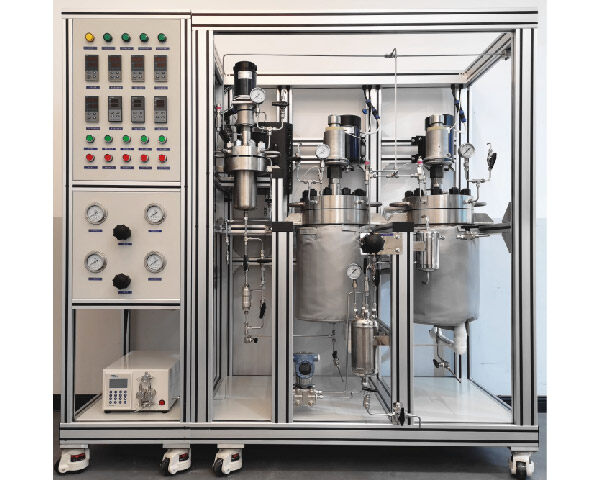
An industrial freeze dryer is designed to handle large batch volumes, featuring multi-shelf chambers, robust refrigeration and vacuum systems, and automated control modules. These machines are commonly used to process:
l Pharmaceuticals: vaccines, biologicals, injectables
l Food: fruits, instant meals, dairy powders
l Nutraceuticals & Herbal Extracts
l Cosmetics: serums, creams, powders
l Specialty materials: collagen, probiotics, enzymes
Freeze drying preserves the molecular structure and bioactivity of heat-sensitive materials far better than air or spray drying. Ideal for materials that degrade under high temperatures such as proteins, enzymes, live cultures, or herbal compounds.
By removing over 95–99% of moisture, freeze-dried products become microbiologically stable, lightweight, and resistant to oxidation or spoilage—ensuring a longer shelf life without the need for chemical preservatives.
Modern industrial freeze dryers feature automated process control, predefined recipes, and CIP/SIP capability, making them perfect for batch repeatability, GMP compliance, and scale-up from R&D to commercial production.
From pharma-grade vials to freeze-dried strawberries, the equipment accommodates custom tray systems, vial holders, or bulk product configurations, supporting a variety of product forms and packaging needs.
Designed for injectables, biologics, vaccines, and APIs, this model supports vial stoppering under vacuum, complete recipe automation, and conforms to FDA/EMA GMP standards. Ideal for pharmaceutical manufacturers scaling clinical or commercial production.
Key Features:
l Shelf area: 10–20 m²
l Condenser capacity: 150–300kg/Batch
l CIP/SIP system built-in
l Optional SCADA & CFR 21 Part 11 compliance
l Vacuum < 1 Pa with precise shelf temperature control
A high-efficiency system ideal for processing fruits, herbal extracts, supplements, and instant meals. Custom trays and bulk chamber configurations make it versatile for powder, granules, or whole food pieces. Energy-saving refrigeration included.
Key Features:
l Shelf area: 15–50 m²
l Batch capacity: up to 500kg
l Dual refrigeration systems for faster cycle times
l Fully stainless steel chamber and shelves
l Touchscreen HMI with multilingual interface
Designed for enterprises needing tailored solutions for large-scale continuous or batch production. Supports custom automation, remote monitoring, and modular expansion for future capacity growth. Used widely in biotech, collagen, and probiotics industries.
Key Features:
l Flexible shelf size and layout
l Vacuum drying range: 1–500 Pa
l Remote monitoring & maintenance alerts
l Explosion-proof options for solvent-based materials
l Global service support and spare parts stock



Email : Jack@ollital.com
Skype : skype
Tel : +86 15960821529
Whatsapp : +8615960821529
Add : No. 39, Xinchang Road, Haicang Dist., Xiamen, Fujian, China (Mainland)